Produktionsleiter im Blindflug: Was fehlende Maschinendaten wirklich bedeuten
Kann man eine Produktionslinie allein aus dem Bauch heraus steuern? Viele Produktionsleiter tun genau das. Das Fokuskeyword Maschinendaten steht bereits in diesem Satz, weil fehlende Maschinendaten die am häufigsten übersehene Schwachstelle sind. Ohne verlässliche, maschinennahe Telemetrie sind Entscheidungen Mutmaßungen, keine Planungen. Dieser Beitrag erklärt, was fehlende Maschinendaten für OEE, Energieverbrauch und die tägliche Entscheidungsqualität im deutschen Mittelstand bedeuten und welche pragmatischen Schritte Sie jetzt gehen können.
Die realen Auswirkungen 1: Maschinendaten fehlen

Fehlen Maschinendaten, ist der sichtbarste Schaden vorhersehbare Stillstände, die man hätte vermeiden können. Ein Fertigungsleiter berichtete mir von einer Linie, die jede Woche drei Stunden wegen unerklärter Stopps verlor; die Ursache war ein Hitzeanstieg am Lager, der sich schon seit Wochen im Maschinendatenverlauf abgezeichnet hatte, aber nie erfasst wurde. Solche Fälle sind keine Seltenheit: Studien und Branchenanalysen zeigen, dass einfache Maschinenüberwachung ungeplante Stillstände um 20–50 % reduzieren kann.
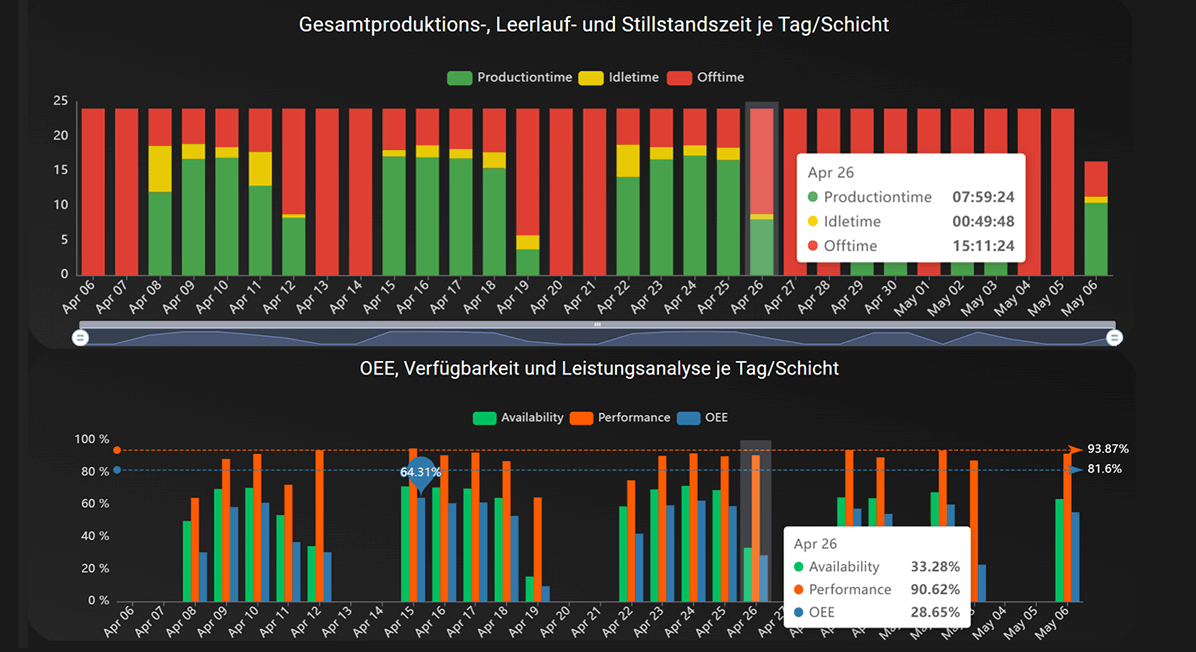
Besonders betroffen ist die OEE (Overall Equipment Effectiveness). Branchenbenchmarks setzen die typische OEE im Mittelstand zwischen 40 % und 60 % an. Durch gezielte, datengetriebene Maßnahmen dokumentieren Firmen Verbesserungen von etwa 30 % auf bis zu 60 % innerhalb weniger Monate — ein Muster, das sich in zahlreichen Fallstudien in Europa wiederfindet. Die Rechnung ist simpel: Fehlen Verfügbarkeits- und Leistungsdaten, lassen sich Verluste nicht exakt zuordnen; Gegenmaßnahmen kommen zu spät oder sind fehlgeleitet.
Auch der Energieverbrauch leidet. Sensoren, die Stromaufnahme, Spindelbelastung oder Druckluftverbrauch messen, verwandeln undurchsichtige Energierechnungen in verwertbare Muster. Firmen, die Energieüberwachung auf Maschinenebene ergänzen, finden Druckluftleckagen, unnötigen Leerlauf oder ineffiziente Rüstvorgänge und reduzieren Energieverluste oft um 5–15 %. In energieintensiven Betrieben kann bereits eine KWh‑pro‑Teil-Reduktion von 3 % die jährlichen Energiekosten um mehrere Zehntausend Euro senken.
Und ohne historische Maschinendaten geht Trendanalyse verloren. Sie können nicht prüfen, ob eine Anpassung den Durchsatz verbessert oder das Problem nur verschoben hat. Historische Daten ermöglichen Ursachenanalyse, vorausschauende Wartung und kontinuierliche Verbesserung — drei Grundpfeiler von Lean und Industrie 4.0. Branchenberichte zeigen, dass rund 80 % der Hersteller ihre Wertschöpfungskette digitalisieren wollen, viele aber stoppen, bevor maschinennahe Telemetrie installiert ist.
Die realen Auswirkungen 2: Der Entscheidungsblinde Fleck
Entscheidungen ohne maschinennahe Eingaben basieren oft auf Erinnerungen der Schichtführung, Papierprotokollen oder ERP‑Zeitstempeln, die nur abgeschlossene Aufträge zeigen. Diese Quellen übersehen transiente Ereignisse: Verlangsamungen, Kurzstopps und Mikrostopps, die sich summieren und erhebliche Verluste verursachen.
Ein Beispiel: Ein mittelständischer Hersteller von Metallteilen plante Wartungen alle 1.000 Stunden kalenderbasiert. Ohne phasenaufgelöste Maschinendaten übersah man wiederkehrende Vibrationseinbrüche von 20 Minuten Dauer, die die Spindellebensdauer verkürzten. Ein Retrofit mit einfachen Sensormodulen deckte das Muster auf und erlaubte gezieltes Auswuchten; die Spindellebensdauer verlängerte sich um 18 % und ungeplante Spindelwechsel halbierten sich.
Hinzu kommt der menschliche Faktor. Produktionsverantwortliche geben an, 30–60 % ihrer Zeit im Feuerlöschen zu verbringen. Diese Zeit fehlt für Kapazitätsplanung oder Prozessverbesserung. Maschinentelemetrie verwandelt reaktive Tätigkeiten in proaktives Handeln: kontextreiche Alarme (Belastung, Temperatur, Zyklen) ermöglichen schnelle, fundierte Entscheidungen statt Vermutungen.
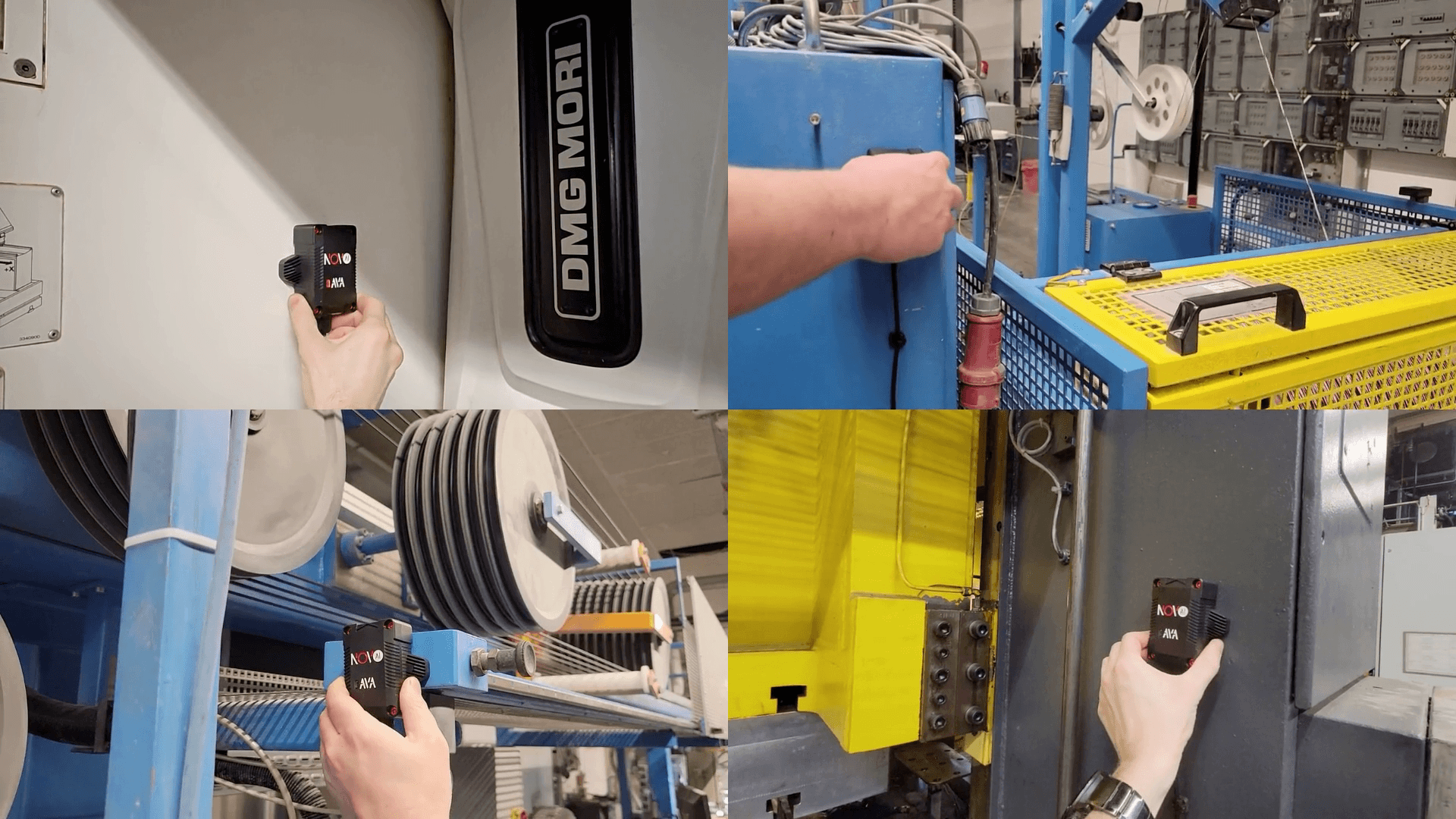
Moderne Lösungen wie die WatchMen‑Plattform von Novo AI lassen sich an Bestandsmaschinen nachrüsten und erfassen Telemetrie, ohne lange PLC‑Projekte. Solche Ansätze sind prozess‑agnostisch und für KMU geeignet, die sich keine Komplett‑CNC‑Aufrüstung leisten können.

Die realen Auswirkungen 3: Verpasste Chancen
Fehlende Maschinendaten verbergen Verbesserungsmöglichkeiten. Engpässe zeigen sich zwar als Warteschlangen und Verzögerungen im Ablauf, aber nicht immer im ERP. Auf Maschinenniveau offenbaren Schwankungen der Zykluszeiten, ineffiziente Rüstvorgänge und Mikrostopps die schnellen Hebel für Verbesserungen.
Feldbeispiele belegen: Gezielte Retrofits liefern messbare OEE‑Zuwächse. So verbesserte ein dokumentiertes KMU seine OEE von 30 % auf 60 % nach Einbau von Sensorik, Echtzeit‑Monitoring und strukturierten Maßnahmen — kein theoretischer Wert, sondern reale Ersparnis. Jeder einzelne Prozentpunkt OEE steht für mehr Durchsatz, weniger Überstunden oder verschobene Investitionen.
Ein weiterer praktischer Effekt betrifft die Lieferkette. Wenn die Maschinenverfügbarkeit unbekannt ist, erhöhen Planer Sicherheitsbestände. Können Sie hingegen sagen, dass Linie X verlässlich 95 % der geplanten Zeit läuft, reduziert das Pufferbestände und bindet weniger Umlaufvermögen. Typische Bestandsreduzierungen nach verbesserter Maschinen‑Transparenz liegen je nach Komplexität zwischen 10 % und 25 %.
Wie Sie starten
Beginnen Sie bei den risikoreichsten Anlagen: hohen Reparaturkosten, häufiger Ausfälle oder produktionskritischen Rollen. Eine schnelle Triage — Stopps zählen, mittlere Zeit zwischen Ausfällen (MTBF) und Energiespitzen prüfen — zeigt die Low‑Hanging‑Fruits.
Schritt 1: Befestigen Sie nicht‑invasive Sensoren für Vibration, Strom und Zyklusereignisse.
Schritt 2: Aggregieren Sie Daten lokal mit sicherer Edge‑Verarbeitung, um Latenz zu vermeiden und Datenschutzanforderungen zu erfüllen.
Schritt 3: Visualisieren Sie die Daten in einem einfachen Dashboard für Bediener und Produktionsleiter. Jeder Schritt schafft sofort Nutzen: Trendsichtbarkeit, Schwellenalarme und erste Hinweise zur Ursachenanalyse.
Praktischer Tipp: Wählen Sie eine Retrofit‑Lösung, die maschinen‑ und prozess‑agnostisch ist. Das begrenzt den Projektumfang und beschleunigt die Umsetzung. Moderne Retrofits integrieren oft auch Energieüberwachung, sodass Laufzeit und Verbrauch auf einer Plattform zusammenlaufen.
ROI‑Beispiel: Ein typisches AVA‑Sensor‑Retrofit für zwei Linien kostet im niedrigen fünfstelligen Eurobereich. Reduziert das Projekt ungeplante Stillstände um 25 % und erhöht den Durchsatz um 10 %, ist eine Amortisation in 6–12 Monaten durch eingesparte Überstunden, weniger Notreparaturen und höheren Output erreichbar. Größere Fallstudien zeigen oft schnellere Rückflüsse; KMU sehen konservative Amortisationszeiten zwischen 6 und 18 Monaten, wenn organisatorische Anpassungen folgen.
Wichtige Kennzahlen für den Pilotbetrieb
Bei einem Pilot sollten Sie eine kurze Metrikliste beobachten: Minuten ungeplanter Stillstand, MTBF, Rüstzeiten, Energie kWh pro Schicht und Teile pro Stunde. Präzise und konsistent erfasste Maschinendaten sind dabei die Grundlage für belastbare Auswertungen. Das Sammeln dieser Daten über 4–8 Wochen schafft statistische Sicherheit für Entscheidungen. Nutzen Sie Kontrollkarten, um echte Verschiebungen zu erkennen und nicht auf normale Schwankungen zu reagieren. Klare, wiederholbare Kennzahlen erleichtern die Skalierung auf andere Linien.
3 Wege zur Steigerung der OEE
1. Prädiktive Alarme
Vorausschauende Alarme nutzen kurzfristige Trendfenster (Temperatur, Strom, Zykluszeit), um vor Ausfällen zu warnen. Das reduziert ungeplante Stillstände und verschiebt Wartung von reaktiv zu geplant. Studien zeigen, dass prädiktive Strategien Wartungskosten um 10–40 % senken und die mittlere Reparaturzeit deutlich verkürzen können.
2. Engpass-Targeting
Maschinendaten identifizieren den echten Engpass, auch wenn es nicht die langsamste Maschine ist. Eine CNC, die schnell läuft, aber häufig Mikrostopps hat, kann die Kapazitätsgrenze sein. Datengetriebene Engpassanalyse lenkt Bedieneraufmerksamkeit richtig und vereinfacht Linien‑Balancing. Praktischer Ablauf: zweiwöchige Datensammlung, Maschinen nach verlorenen Minuten ranken und Kaizen an den zwei größten Verursachern durchführen.
3. Energieoptimierung
Energie‑pro‑Teil‑Messung deckt ineffiziente Praktiken auf: stehende Heizungen, Druckluftverbrauch zwischen Schichten oder Motoren mit verschlissenen Lagern, die übermäßig Strom ziehen. Tracking von kWh pro Teil liefert schnell 3–10 % Energieeinsparungen. Für Unternehmen mit Anforderungen aus der EU‑Energieeffizienzrichtlinie oder freiwilligen Nachhaltigkeitszielen unterstützt Maschinendaten zudem Reporting und Zertifizierungsprozesse.
Fallstudie: Schneller Erfolg
Ein deutscher Zulieferer ergänzte Maschinen mit Sensorik und Retrofit‑Plattform. Die systematische Erfassung von Maschinendaten machte zuvor verborgene Verlustquellen transparent und priorisierbar. Innerhalb von acht Wochen reduzierten sich Rüstverluste um 30 % und die Häufigkeit kleiner Stopps um 45 %. Die Maßnahme amortisierte sich in weniger als sechs Monaten durch eingesparte Überstunden und bessere Durchsatzplanung. Solche schnellen Verbesserungen bestätigen unabhängige Berichte zu Smart‑Manufacturing‑Piloten.
Praktische Bedenken
Datensicherheit und lokale Verarbeitung sind vielen Mittelständlern wichtig. Edge‑First‑Architekturen halten sensible Rohdaten vor Ort und stellen nur aggregierte KPIs zur Verfügung. So bleiben Maschinendaten im eigenen Werk, während gleichzeitig aussagekräftige Analysen für Produktion und Management möglich werden. Das löst Compliance‑Fragen und senkt Cloud‑Kosten, während Analysen weiterhin möglich bleiben. Wählen Sie Anbieter mit klaren Daten‑Eigentumsregelungen und lokalen Deployment‑Optionen, um IT‑Richtlinien einzuhalten.
Optional: Skalierungsschritte
Sobald Piloterfolge vorliegen, skalieren Sie durch Standardisierung von Datenformaten und das Onboarding weiterer Linien. Konsistente Maschinendaten bilden dabei die Grundlage für eine reibungslose Integration und belastbare Vergleiche zwischen Linien. Nutzen Sie Historian‑Datenbanken und einfache APIs zur Integration mit MES/ERP. Standardisierung vermeidet wiederholte Kalibrierungen und beschleunigt Rollouts. Erwägen Sie eine interne Rolle als Champion, die den Rollout steuert und Bediener im Umgang mit Dashboards schult.
Entscheidungscheckliste
- Welche Maschinen verursachen die meisten ungeplanten Stopps?
- Wo treten Energiespitzen auf?
- Welche Prozesse haben keine Zykluszeitdaten?
- Können wir innerhalb von 60 Tagen einen Pilot auf zwei Linien starten?
- Wer übernimmt Besitz und Maßnahmen für Daten und Dashboards?
Nächste Schritte
Fehlende Maschinendaten lassen Produktionsleiter im Blindflug agieren. Der Weg nach vorn ist praxisorientiert: retrofit, überwachen, handeln. Klein anfangen, Verbesserungen messen und systematisch skalieren. Moderne Plattformen wie WatchMen machen das für KMU praktikabel, weil sie nicht‑invasive Sensoren, lokale Verarbeitung und nutzbare Dashboards kombinieren.
Wenn Sie Produktionsleiter sind: Fragen Sie Ihr Team nach den letzten drei ungeklärten Stopps und prüfen Sie, ob die Maschinentelemetrie etwas aufgezeichnet hat. Wenn die Antwort nein lautet, kennen Sie jetzt die zu schließende Lücke.
References
- Germany Trade & Invest (GTAI) - Trends zur smarten Fertigung und Digitalisierungsplanung (Zugriff am: 2026-02-19)
- MDPI Applied Sciences - Diskussion zu OEE und Industrie 4.0 (Zugriff am: 2026-02-19)
- Fraunhofer IPT - Maschinendatenerfassung und Sensorik (Zugriff am: 2026-02-19)
- AWS Germany Blog - Maschinenüberwachung in der Praxis (Zugriff am: 2026-02-19)
- Bitmotec - Einführung in Maschinendatenerfassung (Zugriff am: 2026-02-19)