Maschinenauslastung und Produktionsverluste verstehen
Maschinenauslastung: Haben Sie schon einmal die Werkhalle betreten und das Gefühl gehabt, die Maschinen könnten mehr leisten — und später die Daten gefunden, die es beweisen? Das Konzept der Maschinenauslastung steht genau an der Schnittstelle zwischen verlorener Kapazität und verstecktem Potenzial. Für viele mittelständische Betriebe ist Auslastung kein Rätsel, sondern ein falsch abgelesenes Messgerät: manuelle Aufzeichnungen, punktuelle Messungen und optimistische Schichtberichte verschleiern oft die tatsächliche Leistung. Diese Lücke zwischen gefühltem Output und realem Output ist der Ort, an dem Produktionsverluste verborgen liegen — von Mikrostörungen und Rüstzeiten bis zu Energieverschwendung und schlechter Taktplanung.
Aufhänger: Versteckte Marge

Viele Hersteller unterschätzen systematisch, wie viel Kapazität täglich ungenutzt bleibt. Zwischen geplanten Taktzeiten und realer Produktion entstehen Verluste durch Mikro-Stops, ineffiziente Rüstprozesse und nicht erkannte Leerlaufzeiten. Diese summieren sich zu einer "versteckten Marge", die weder in klassischen Reports noch in Schichtprotokollen sichtbar wird. Eine transparente Maschinenauslastung zeigt genau, wo diese ungenutzten Kapazitäten entstehen und wie groß der tatsächliche Verlust ist.
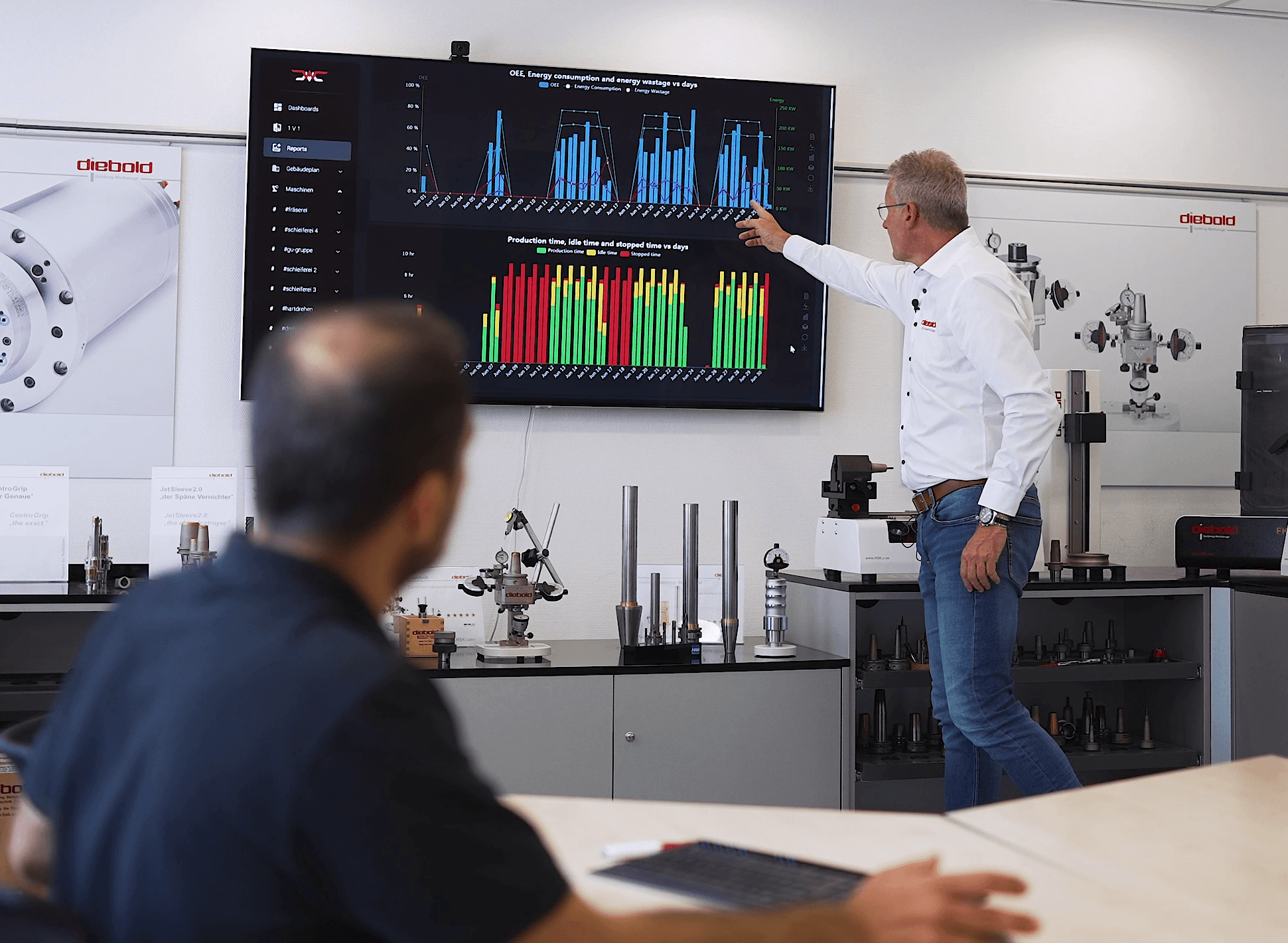
Moderne Lösungen wie die WatchMen-Plattform von Novo AI machen diese Potenziale transparent, indem Retrofit-Sensorik mit lokaler Edge-Analyse kombiniert wird. So werden reale Maschinenzustände kontinuierlich erfasst und direkt in umsetzbare Erkenntnisse übersetzt, die bislang ungenutzte Kapazität messbar und nutzbar machen.
Maschinenauslastung verstehen
Maschinenauslastung ist keine Einzelfläche, sondern setzt sich aus Verfügbarkeit, Leistung und Qualität zusammen. Eine Maschine, die zu 90 % der geplanten Zeit verfügbar ist, aber nur mit 70 % der Sollgeschwindigkeit produziert, bringt deutlich weniger Output als erwartet. Wenn Verantwortliche auf grobe Planungsannahmen statt auf kontinuierliche Überwachung setzen, kumulieren kleine Verluste zu deutlichen Durchsatzlücken — häufig im Bereich von 10–30 % oder mehr. Die Messung der Auslastung erfordert klare Definitionen für geplante Produktionszeit, ideale Taktzeiten und stringente Qualitätsprüfungen.
Der echte Einfluss 1: Verfügbarkeitsverluste
Verfügbarkeitsverluste sind die Zeiten, in denen eine Maschine laufen soll, es aber nicht tut. Ursachen sind ungeplante Ausfälle, lange Rüstzeiten oder Materialengpässe. Studien zeigen, dass ungeplante Stillstandzeiten um 15–30 % reduziert werden können, wenn Betriebe von reaktiver Instandhaltung auf datengetriebene Strategien umstellen. Eine Übersichtsarbeit zu KI und Predictive Maintenance (Frontiers, 2025) berichtet in dokumentierten Fallbeispielen von Stillstandsreduzierungen in diesem Bereich und von OEE‑Verbesserungen von rund 10–20 %. Eine präzise Maschinenauslastung macht diese Verfügbarkeitsverluste erstmals quantitativ sichtbar und priorisierbar.
Beispiel: Eine kleine Metallwerkstatt
Eine mittelgroße Metallwerkstatt in Bayern erfasste Maschinenstillstände auf Papier. Nach dem Retrofit mit Sensoren und der Einführung visueller Dashboards wurden kurze Mikrostörungen von 2–3 Minuten pro Stunde wegen einer Bandfehlstellung sichtbar. Diese Mikrostops summierten sich auf nahezu 10 % verlorene Verfügbarkeit in der Zelle. Die Korrektur der Bandführung und die Implementierung einer lokalen Alarmierung stellten die Leistung wieder her — ohne hohe Investitionen.

Der echte Einfluss 2: Leistungs‑/ Geschwindigkeitsverluste
Leistungsverluste treten auf, wenn eine Maschine langsamer arbeitet als die ideale Taktzeit. Ursachen sind falsche Einstellungen, verschlissene Werkzeuge oder suboptimale Materialflüsse. Benchmarks zeigen, dass die durchschnittliche OEE branchenübergreifend zwischen 55–65 % liegt; viele Betriebe operieren unter 60 %, sodass noch erhebliche Potenziale vorhanden sind. Einfache Retrofit‑Module decken schichtbezogene Leistungsunterschiede auf und geben zielgerichtete Eingriffspunkte vor. Eine detaillierte Maschinenauslastung zeigt dabei, wann und warum Maschinen unter ihrer optimalen Leistung laufen.
Der echte Einfluss 3: Qualitätsverluste
Qualitätsverluste zeigen sich in Ausschuss, Nacharbeit und Reklamationen. Häufig verstecken sie sich in nachgelagerten Prozessen, wo Produktionsteams frühere Schritte verantwortlich machen. Historische Analysen machen Defektmuster sichtbar. So lässt sich zum Beispiel eine Korrelation zwischen Vibrationen und steigenden Ausschussraten erkennen, die auf ein verschlissenes Lager hinweist — ein Austausch im richtigen Moment spart Material und Arbeitsstunden.
Der echte Einfluss 4: Versteckte Rüstzeiten
Rüsten und Umrüsten gelten oft als fixer Aufwand. Das eigentliche Problem ist jedoch die Variabilität: Ein Bediener braucht 12 Minuten, ein anderer 25. Die Erfassung realer Rüstzeiten per Sensorik und Zeitstempeln offenbart diese Unterschiede. In einer deutschen Montagezelle ergab die Protokollierung, dass nicht standardisierte Rüstschritte 40 Minuten pro Schicht hinzufügten; durch Standardisierung und gezielte Schulung konnten die durchschnittlichen Rüstzeiten um 35 % reduziert und Kapazitäten ohne zusätzliches Personal freigesetzt werden. Eine transparente Maschinenauslastung macht diese Unterschiede sichtbar und zeigt, welches Optimierungspotenzial tatsächlich im Rüstprozess liegt.
Wo Daten versagen
Datenprobleme sind nicht immer technischer Natur. Ungenaue KPIs, inkonsistente Schichtberichte und isolierte IT‑Systeme machen gute Sensordaten wertlos. Ohne klare Maschinenauslastung als einheitliche Kennzahl fehlt häufig die Grundlage, um Daten konsistent zu interpretieren und zu vergleichen. Die OECD‑Studie D4SME weist auf Digitalisierungslücken bei KMU hin und stellt fest, dass viele Digitalprojekte gestartet, aber nicht integriert oder durch eindeutige KPIs abgesichert werden. Dieses Missverhältnis führt dazu, dass Verbesserungen nicht messbar sind und Projekte ins Stocken geraten (OECD, 2024).
Die Zahlen, die aufwecken

Konkrete Zahlen helfen bei der Priorisierung: Liegt die durchschnittliche OEE bei 60 % und steigern Sie diese auf 75 %, vervielfacht sich der Durchsatz oft ohne neue Maschinen. Evocon‑Benchmarks zeigen, dass viele vernetzte Fabriken bei etwa 55–60 % OEE liegen und deutliche Verbesserungen verzeichnen, sobald Teams auf Echtzeitdaten reagieren (Evocon, 2024). Solche Steigerungen schlagen direkt auf Umsatz und Ergebnis durch: Eine OEE‑Verbesserung von 5–10 % erhöht die verwertbare Produktion und verbessert die Margen spürbar, abhängig vom Produktmix. Eine steigende Maschinenauslastung ist dabei der direkt sichtbare Hebel, der diese OEE-Verbesserungen in reale Produktionsleistung übersetzt.
Wie Retrofit funktioniert
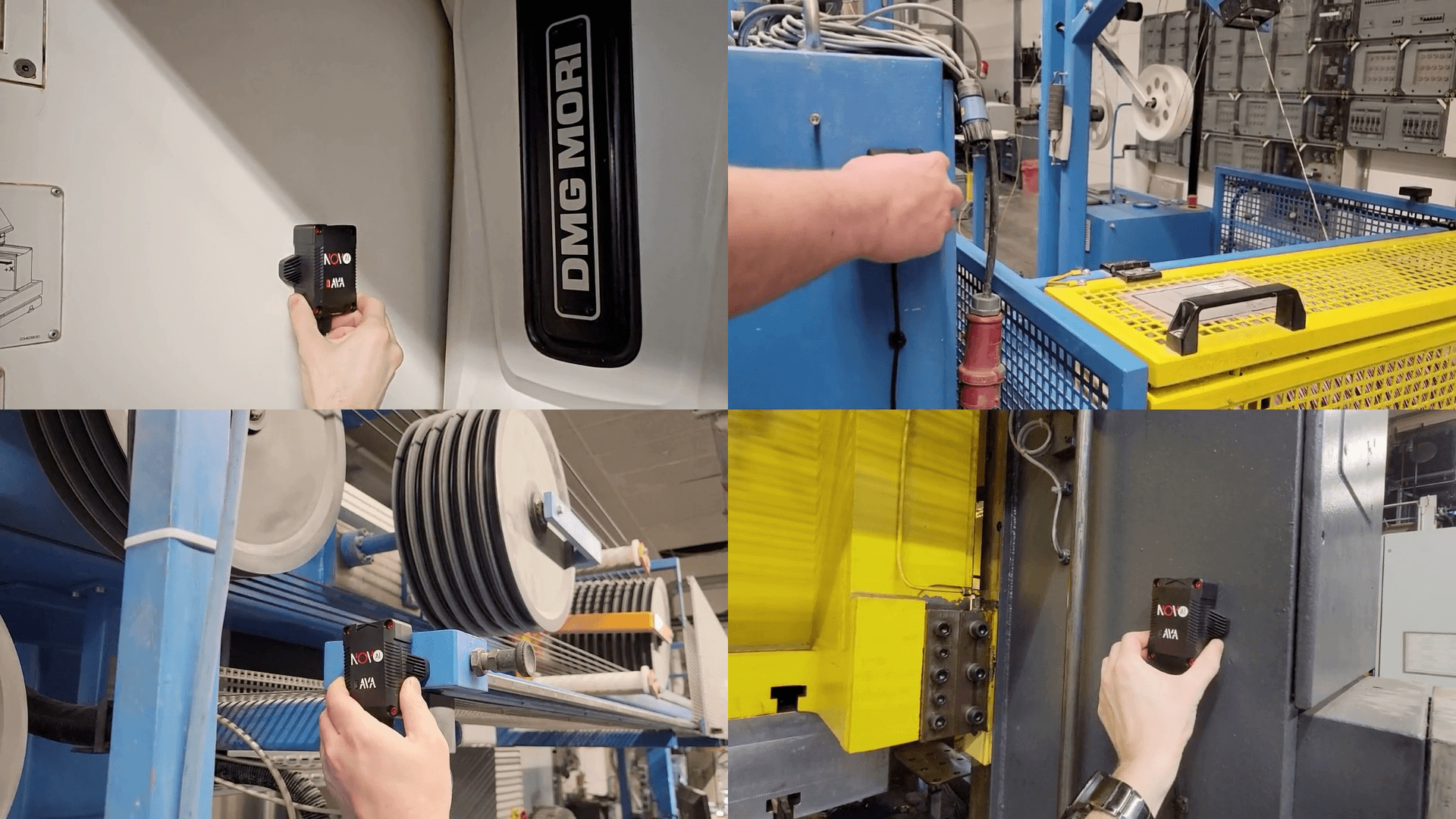
Retrofitting verwandelt eine „dumme“ Maschine in einen smarten Knoten. Der AVA‑Sensor‑Modul‑Ansatz, den mehrere Retrofit‑Plattformen einsetzen, liest elektrische Signaturen, Zyklenpulse und einfache Analogsignale aus, um Maschinenzustände zu ermitteln. Der Vorteil liegt in der Geschwindigkeit: Kein PLC‑Umbau, kurze Ausfallzeiten und lokale Verarbeitung für sichere Datenhaltung. Moderne Lösungen wie die WatchMen‑Plattform von Novo AI kombinieren diese Module mit Edge‑Analytics, liefern nahezu sofortige Erkenntnisse und halten die Daten lokal.
Case Study: Von 30 % auf 60 % OEE
Ein familiengeführtes Montagewerk im Süden Deutschlands rüstete fünf Linien mit Retrofit‑Sensoren aus und koppelte diese an ein lokales Analyse‑Hub. Binnen drei Monaten wechselten die Verantwortlichen von sporadischer Erfassung zu kontinuierlicher Überwachung. Das Team standardisierte Rüstvorgänge und reduzierte wiederkehrende Mikrostops durch Anpassung der Zuführung. Die OEE stieg von etwa 30 % auf rund 60 % — ein praktisches Beispiel für zurückgewonnenes Potenzial ohne Neumaschinenkauf. Zusätzlich konnten durch bessere Taktplanung und reduziertes Leerlaufen etwa 12 % Energie pro Stück eingespart werden.
3 Wege, Verluste zu entdecken
- Visualisieren Sie den Wertesstrom und legen Sie Echtzeit‑Maschinenzustände darüber, um Leerlaufinseln zu finden.
- Erfassen Sie Mikrostops unter fünf Minuten; sie deuten oft auf Prozessreibung hin.
- Korrelieren Sie Qualitätsfehler mit Maschinenereignissen, um Ursachen zu identifizieren.
Praktische Schritte
Beginnen Sie klein: Wählen Sie eine Linie, installieren Sie ein Sensormodul und stellen Sie ein Live‑Dashboard an die Linie. Messen Sie zwei Wochen lang den Ausgangszustand und testen Sie dann zwei Änderungen: einen Prozessschritt und eine visuelle Alarmierung für Bediener. Nutzen Sie historische Analysen nach vier Wochen, um Erfolge zu bestätigen und die Skalierung vorzubereiten. Dieser iterative Ansatz reduziert Risiken und bindet die Teams früh ein. Dabei wird Maschinenauslastung erstmals transparent und dient als klare Steuergröße für Verbesserungen.
Kombinieren Sie Quick Wins mit Change Management: Führen Sie tägliche fünfminütige Stand‑ups ein, in denen das Dashboard besprochen wird, belohnen Sie Schichten für reduzierte Mikrostops und zeigen Sie ein Board mit erreichtem vs. angestrebtem OEE. Wenn Bediener die Daten live sehen, kommen Lösungsvorschläge oft direkt von der Linie — das beschleunigt die Problemlösung.
Skalierung
Sind Pilotgewinne nachweisbar, priorisieren Sie Linien mit dem größten Potenzial. Nutzen Sie eine Bewertungsmatrix mit aktuellem OEE, Produktwert und Retrofit‑Aufwand. Planen Sie eine 90‑Tage‑Rollout‑Strategie in 30‑Tage Sprints. Typische KPIs für die Skalierung sind: Reduktion der Mikrostops, kürzere Rüstzeiten, prozentuale OEE‑Verbesserung und Energieverbrauch pro Einheit. Eine steigende Maschinenauslastung dient dabei als zentrale Kennzahl, um den Erfolg der Skalierung messbar zu machen. Für die Steuerung sollten Sie einen Produktionsdaten‑Verantwortlichen bestimmen, der Wartung, Betrieb und IT koordiniert.
Maschinenauslastung ROI
Einfache ROI‑Rechnung erleichtert Entscheidungen. Nehmen wir eine Anlage mit einer Schicht, die 1.000 Einheiten pro Woche produziert und eine Marge von 6 € pro Einheit erzielt. Bei einer OEE von 60 % entspricht das 600 effektiven Einheiten/Woche. Eine Steigerung der OEE auf 75 % erhöht die effektive Produktion auf 750 Einheiten — ein Plus von 150 Einheiten pro Woche. Bei 6 € Marge sind das 900 € zusätzliche Bruttomarge pro Woche, beziehungsweise rund 46.800 € pro Jahr. Eine höhere Maschinenauslastung ist dabei der direkte Hebel, der diese zusätzlichen Erträge ermöglicht. Für viele KMU deckt diese zusätzliche Marge die Kosten für Sensorik und Integration innerhalb eines Jahres, besonders in Kombination mit Energieeinsparungen und reduziertem Ausschuss.
Schnelle Checkliste
- Installieren Sie ein Sensormodul und erfassen Sie zwei Wochen lang die Ausgangsdaten.
- Veröffentlichen Sie ein Live‑Dashboard an der Linie und führen Sie tägliche Stand‑ups ein.
- Konzentrieren Sie sich zuerst auf Mikrostops und Rüstvariabilität; messen Sie die Ergebnisse.
- Berechnen Sie eine einfache ROI anhand Marge pro Einheit und gewonnenen effektiven Einheiten.
Energie & Nachhaltigkeit
Maschinenauslastung und Energieverbrauch hängen zusammen. Leerlaufende Maschinen ziehen oftmals Strom; schlechte Taktfolgen können Lastspitzen und höhere Energiepreise verursachen. Die Messung des Energieverbrauchs pro produzierter Einheit macht Verschwendung sichtbar, die sich durch bessere Taktplanung und einfache Automatisierungsmaßnahmen häufig beheben lässt. Handelsdaten zeigen eine steigende Automatisierung in Deutschland; Neuinvestitionen in Industrieroboter stiegen 2023 um rund 7 %, was anhaltende Investitionen in Fabrikautomatisierung signalisiert (Trade.gov).
Hürden und kontroverse Punkte
Manche Führungskräfte sorgen sich um Komplexität, Kosten und Datenhoheit. Ein kontroverser Punkt: Retrofitting und Edge‑Analytics sind für viele KMU praktikabler und datenschutzfreundlicher als eine vollständige Cloud‑Migration. Lokale Verarbeitung und klare ROI‑Rechnungen machen Digitalisierungsprojekte greifbar. Außerdem wird die OEE‑Fixierung diskutiert: Ein Weltklasseziel von 85 % OEE ist für viele Betriebe unrealistisch; pragmatische, schrittweise Ziele liefern oft größeren geschäftlichen Nutzen.
Der Weg nach vorn
Das Verständnis der Maschinenauslastung ist eine praktische Aufgabe, keine theoretische Pflicht. Starten Sie mit messbaren Baselines, nutzen Sie Retrofit‑Sensoren und bringen Sie Erkenntnisse direkt an die Linie. Moderne Plattformen bieten sichere, lokale Analysen und schnelle Erfolge — Teams sehen Wert innerhalb von Wochen, nicht Monaten. Ein einfacher erster Schritt: Prüfen Sie Ihre drei größten Engpassmaschinen auf Mikrostops und Energiespitzen, pilotieren Sie ein Sensormodul und ein sichtbares Dashboard.
Sie möchten konkrete Unterstützung? Lesen Sie die Lösungsbeschreibung oder Kundenerfahrungen von Novo AI für Retrofit‑Beispiele.
Referenzen
- Evocon — World‑Class OEE Report - Branchenbenchmarks zur OEE und Durchschnittswerte (Zugriff am: 18.03.2026)
- OECD D4SME Survey 2024 - Erkenntnisse zur Digitalisierung von KMU und bestehende Lücken (Zugriff am: 18.03.2026)
- Frontiers — KI und Predictive Maintenance (2025) - Fallbeispiele zu Stillstandsreduzierungen und OEE‑Verbesserungen (Zugriff am: 18.03.2026)
- International Trade Administration — Germany Advanced Manufacturing - Trends zu Automatisierung und Roboterinstallationen (Zugriff am: 18.03.2026)